
Lormac Plastics supported the 2015 Del Mar Electronics and Design Show with a supplier sponsorship . It was a 2 day event on May 20 and 21 at the Del Mar Fairgrounds. There was a fantastic turnout of over 4,000 attendees. There were a host of seminars, giveaways, and incredible products and services … [Read more...] about Lormac Plastics Supports the Del Mar Electronics and Design Show
Thermoforming Design Guidelines
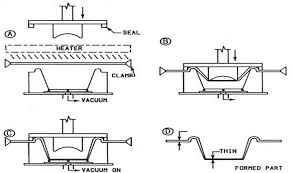
Vacuum and pressure thermoforming for the purpose of this discussion is to be considered a single sheet of “heavy gauge” (>.060” thickness) thermoplastic, which is held in a rectangular or square platen, heated in a oven to an optimum forming temperature, then formed over a single sided … [Read more...] about Thermoforming Design Guidelines
Lormac Plastics Inc. is an official Sponsor to the San Diego State University Aztec Formula SAE Team

Aztec Racing Formula SAE Team is a 501(c)3 non-profit student-run organization at San Diego State University. The purpose of the team is to promote collegiate education through the design, manufacturing and marketing of a small, open wheel racecar. The cars are built with a team effort in under one … [Read more...] about Lormac Plastics Inc. is an official Sponsor to the San Diego State University Aztec Formula SAE Team
Vacuum Forming Techniques: Prestretching
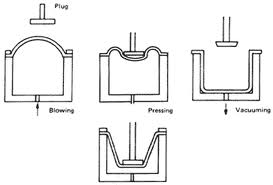
Vacuum Forming techniques in Lormac’s San Diego facility. Prestretching When more uniformity or precise varying of wall thickness is desired, prestretching of the hot sheet before it touches the mold may be required. In using straight Drape Forming, as the hot sheet comes in contact with any … [Read more...] about Vacuum Forming Techniques: Prestretching
Pressure Forming and Vacuum Forming in San Diego
Lormac Plastics has been providing vacuum and pressure forming services in San Diego for over 40 years. Thermoforming is a method of processing plastic resin into finished parts from sheet or film. The plastic sheet is heated to its particular thermoforming temperature and immediately shaped into … [Read more...] about Pressure Forming and Vacuum Forming in San Diego
Lormac Plastics Supports the Del Mar Electronics and Design Show
Lormac Plastics supported the 2015 Del Mar Electronics and Design Show with a supplier sponsorship . It was a 2 day event on May 20 and 21 at the Del Mar Fairgrounds. There was a fantastic turnout of over 4,000 attendees. There were a host of seminars, giveaways, and … [Read more...] about Lormac Plastics Supports the Del Mar Electronics and Design Show
Thermoforming Design Guidelines
Vacuum and pressure thermoforming for the purpose of this discussion is to be considered a single sheet of “heavy gauge” (>.060” thickness) thermoplastic, which is held in a rectangular or square platen, heated in a oven to an optimum forming temperature, then formed over a single sided tool. As … [Read more...] about Thermoforming Design Guidelines
Lormac Plastics Inc. is an official Sponsor to the San Diego State University Aztec Formula SAE Team
Aztec Racing Formula SAE Team is a 501(c)3 non-profit student-run organization at San Diego State University. The purpose of the team is to promote collegiate education through the design, manufacturing and marketing of a small, open wheel racecar. The cars are built with a team … [Read more...] about Lormac Plastics Inc. is an official Sponsor to the San Diego State University Aztec Formula SAE Team
Vacuum Forming Techniques: Prestretching
Vacuum Forming techniques in Lormac's San Diego facility. Prestretching When more uniformity or precise varying of wall thickness is desired, prestretching of the hot sheet before it touches the mold may be required. In using straight Drape Forming, as the hot sheet comes in contact with any … [Read more...] about Vacuum Forming Techniques: Prestretching
Pressure Forming – Vacuum Forming in San Diego
Pressure Forming and Vacuum Forming in San Diego Lormac Plastics has been providing vacuum and pressure forming services in San Diego for over 40 years. Thermoforming is a method of processing plastic resin into finished parts from sheet or film. The plastic sheet is heated to its particular … [Read more...] about Pressure Forming – Vacuum Forming in San Diego

